哈爾濱耐切割輸送帶廠家供應
發布時間:2024-06-08 01:49:38
哈爾濱耐切割輸送帶廠家供應
輸送帶廠家淺談影響輸送帶壽命的幾個因素。輸送帶在我們日常日子中是相同很常見的輸送器材了,我們在購買輸送帶后,有些客戶的輸送帶能用好幾年,可是有些客戶的輸送帶或許幾個月就呈現開裂脫皮。就這個問題輸送帶廠家來為我們講講影響輸送帶壽數的幾個因素。首先,關鍵的因素便是原材料的質量不過關,即使工廠工藝如何好都是做無用功,所以原材料質量是影響輸送帶壽數的原因。其次便是設計的合理性。比方說滾筒的直徑過于小,輸送帶在繞過滾筒時發生的彎曲應力就會變大,從而引起帶芯疲軟影響到壽數。然后便是安裝的方法也會直接影響設備運行和輸送帶的壽數。所以我們在安裝時應該滿意去確保輸送機的縱向中心線有良好的直線性,以及和頭尾機架中心線有良好的對中性;保持滾筒軸線的水平度和輸送機縱向中心線筆直。

哈爾濱耐切割輸送帶廠家供應
輸送帶磨損時如何處理?在生產過程中,要提高生產效率,防止輸送帶磨損,減少高溫輸送帶的更換頻率,確保輸送帶生產在正常范圍內運行,為了減少高溫輸送帶在運行過程中的磨損。1. 優化了耐高溫輸送帶的硫化接頭工藝和局部熱硫化工藝:局部熱硫化技術主要應用于輸送帶的小面積硫化磨損。熱硫化雖然能有效地恢復耐高溫輸送帶的運行性能,但修復需要大量的人力物力,時間也很長,因此在應用該技術時,應根據現場實際情況進行選擇。2. 局部冷硫化工藝優化:局部冷硫化主要是對磨損部位進行拋光處理。經過磨削處理后,將冷處理后的硫化膠涂在表面位置,能有效地恢復耐高溫輸送帶的性能。使用冷硫化膠后,需要靜置12小時才能使用。然而,實驗表明,雖然這種效果是有效的,但加工位置的質量相對較差。3. 還有局部冷粘接修復技術和噴涂修復方法。這兩種方法操作相對簡單,但后一種修復技術主要適用于連續件的局部磨損問題。該技術采用特殊的彈性體噴涂技術,將兩種液體混合后用專業設備噴涂在高溫輸送帶表面。可根據磨損程度測量厚度,形成耐磨層。
哈爾濱耐切割輸送帶廠家供應
耐高溫輸送帶使用過程中掉皮主要是因為覆蓋層與芯體之間粘和強力低,造成二者之間粘和強力低的主要原因有以下幾種:1. 芯糊塑化后經過改向輥時粘上了臟東西。2. 芯糊過塑不能與面糊很好的結合。3. 芯糊中增塑劑析出降低了芯面之間的粘和強度。易碎的物料同樣也會限制帶速。當耐高溫輸送帶和輸送的物料通過托輥時,粉末狀的物料要采用足夠低的帶速輸送。較低的帶速可以使易碎物料在裝料和卸料點處不會發生跳動碎裂。重的邊緣鋒利的物料在應該采用中等帶速輸送。因為邊緣會過度磨損輸送帶表層,特別是當裝料速度在輸送方向明顯低于輸送帶的速度的時候。增大帶速可以降低帶寬和輸送帶張力。但是帶來上述益處的同時,也需要權衡可能帶來的輸送帶磨損、物料跳動、氣流阻力、承載托輥大塊沖擊等的加劇和輸送帶所有零部件壽命的降低等缺點。
哈爾濱耐切割輸送帶廠家供應
耐熱輸送帶和普通輸送帶在選型上有著本質上的區別。耐熱輸送帶傳動滾筒直徑與布層的關系、傳動滾筒、改向滾筒的配套以及對托輥槽角的要求應根據運輸機的設計規定,合理選取。 給料方向應順輸送帶的運行方向,為減小物料下落時對輸送帶的沖擊應采溜槽,減小物料落差距離;輸送帶受料段,應縮短托輥間距和采用緩沖托輥為漏料,輸送帶順應采用柔軟適度的擋料板,以免檔料板太硬,刮破輸送帶的帶面。防止輸送帶負荷啟動。輸送帶發生跑偏,應及時采取措施糾正。不同類型、規格層數的輸送帶不宜接在一起使用,其接頭要好采用膠接法。輸送帶的類型、結構、規格、層數應根據使用條件合理選用。輸送帶運行速度一般不宜大于2.5m/s,塊度大,磨損性大的物料和使用固定梨的卸料裝置應盡量采用低速。輸送機在使用時,如有托輥缺少,應及時添加及修好;托輥被物料覆蓋,造成回轉不靈,防止漏料卡于滾筒與膠帶之間,注意輸送帶活動部分的潤滑,但不得油污輸送帶。避免耐熱輸送帶遭受機架,支柱或塊狀物料的阻滯,防止碰破扯裂,發現輸送帶局部破損時,應用人造棉及時修補,以免擴大。
哈爾濱耐切割輸送帶廠家供應
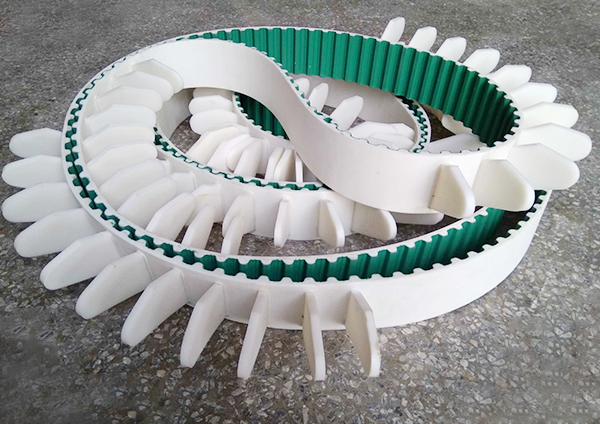
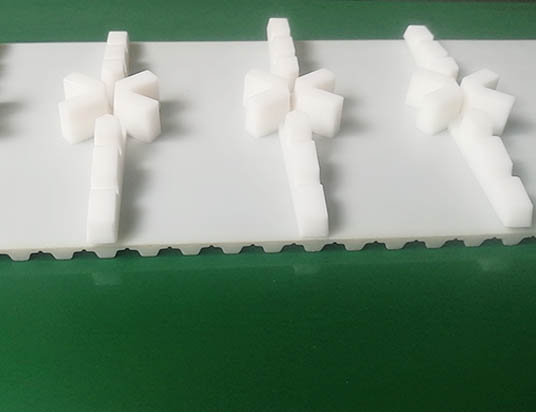
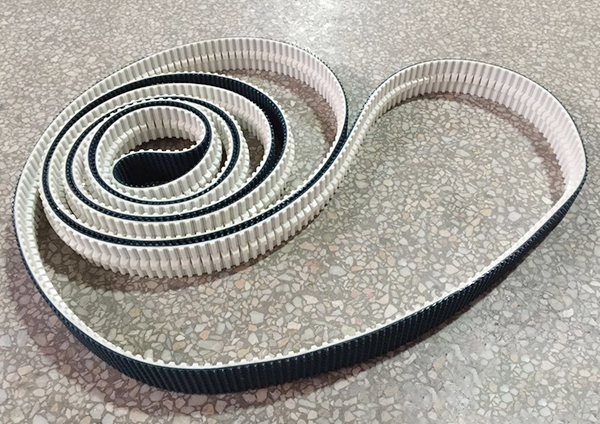
同步輸送帶是一種特殊的輸送帶,它的工作原理是通過同步帶傳動機構控制輸送帶的運動,以實現精確的位置控制和高效的運輸。同步輸送帶的傳動機構采用了傳動比例精確的同步帶以及相應的傳動機構,讓輸送帶在運行時能夠保持同步性,從而實現精確的位置控制。在實際應用中,同步輸送帶多用于需要精確定位和控制運動的場合,如電子產品生產線、食品加工生產線等。同步輸送帶有許多優點,具有非常高的可靠性和精度。同步傳動機構可以準確傳遞運動軸傳遞的力矩,使得輸送帶的運動具有高度的穩定性和精度。同時,這種傳動機構的結構簡單,維護和維修都比較容易,且噪聲小,壽命長。